
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Tejas Mk2 (Medium Weight Fighter) - News and discussions
- Thread starter Schwifty
- Start date
Which one would fly first Mk1A or MK2 ?
Mk1A of course. At least 1 squadron is expected to be inducted before Mk2 flies.
Difficult to say without a complete model. However, air intakes look very 80ies. Will they be hidden by canards?
No, the canards will not cover the intakes.
Last edited:
With the gun bay having been moved to the side of the upper fuselage, it will free up a hardpoint for other weapons.
With the gun bay having been moved to the side of the upper fuselage, it will free up a hardpoint for other weapons.
Changes to landing gear ~ moved to wings ?
Changes to landing gear ~ moved to wings ?
I didn't get it. What?
Mk1A of course. At least 1 squadron is expected to be inducted before Mk2 flies.
landing gear any changes have been done ?
to move it to sides like gripen E ?
landing gear any changes have been done ?
to move it to sides like gripen E ?
Don't know about that. They haven't released it yet.
If there's been a redesign, then I hope the design is much more similar to Rafale instead of what's been done on the Gripen E. This way we can squeeze in 2 missiles on either side of the engine, leaving the centre hardpoint for a large fuel tank. And whenever necessary, the centre tank can give way to 2 more missiles. On the Gripen E, you can only choose between tanks or missiles, not both.
But I'm fine with a conventional layout similar to the LCA Mk1. They shouldn't needlessly complicate the design.
The release of global RFIs on January 19, 2019 by India’s state-owned Hindustan Aeronautics Ltd (HAL) for the supply of three separate aircraft fuselage assembly jigs (one unit of each type) meant for fabricating the front, centre and rear fuselage sections of a single full-scale engineering-test model of the projected LCA-AF Mk.2 multi-role combat aircraft (MRCA) is indicative of what the DRDO’s Bengaluru-based Aeronautical Development Agency (ADA) had proposed back in 2014, and which can be viewed here:
https://pdfs.semanticscholar.org/fd95/a760d06858325ba702bd98d15dfffbede300.pdf

It can thus be safely inferred that ADA has passed on the Design Applicability List (DAL) and Standard of Preparation (SOP) documentation to HAL for the full-scale engineering-test model of the projected LCA-AF Mk.2, which in turn will be used for optimising the design and location of the various mission avionics sub-systems/LRUs and related wiring harnesses, hydraulic pipings, accessories, and skin-level distributed apertures for sensors of the integrated EW suite, inclusive of radar warning receivers-cum-jamming emitters, laser warning receivers, and missile approach warning systems.
Simply put, jig-less assembly aims at reducing or eliminating the need for product-specific jigs during airframe assembly by developing new assembly concepts, models, tools and procedures. In the new concept of jig-less aircraft assembly, the end locators are replaced by transferring the holes directly on to the part. These holes are made by high-precision machines. In this approach, all the parts will have at least two holes so that one part can be assembled with the adjacent part. These holes are termed as ‘key holes’. In this method, the tooling elements (end locators) are eliminated and only the jig is used as the main assembly structure. This approach reduces the tool manufacturing time, reduces the product-dependent fixture and also increases the accuracy of the assembled product. It also results in a reduction of the number of tools and joints (rivets), and subsequently weight as well. And going hand-in-hand with jig-less assembly is the practice of using modular tooling solutions.
The most common tooling technology for aircraft assembly used today is conventional tooling consisting of steel beams that are welded together. Such toolings are tailored for a specific tooling operation. Since conventional tooling is designed to a specific application, each assembly has its own dedicated tooling, or product-specific tooling. In addition, when building a complex product like a MRCA, the final design is forced by changes that immediately affect the tooling design. This necessitates modifying the tooling/ locating holes or shimmed pick-ups to new locations. Hence, the preferred solution today is modular tooling, which is built for a dedicated purpose as well, but the surrounding system and distance supports are designed from a toolbox of modular components. The framework of modular tooling is screwed together. It thus helps in reducing the cycle-time of assembly, thereby enhancing the production rate. Modular tooling also helps to design jigs/ fixtures that will meet a group of components.

Front fuselage section
The front fuselage assembly jig for the LCA-AF Mk.2 will be made up of various modules like the composite radome, floor assembly, canopy, windscreen, starboard and portside air-intakes, twin canards, starboard and portside wing leading-edge root extensions. The assembly will comprise approximately 1,300 individual parts, out of which 40% are estimated to besheet metal, 30% being machined parts and the remaining 30% being made of carbon-fibre composites (CFC). The length of the assembly is 6,100mm, with a maximum width of about 1,100mm. The assembly will comprise 23 stations, and the entire assembly will weigh some 500kg. The component assembly will comprise the following attachment points: 1) Bulkheads for cockpit avionics 2) Nose landing gear pivot 3) Nose landing gear jack-point 4) Nose landing gear up-lock 5) Windscreen 6) Canopy 7) Wing leading-edge root extensions 8) Air intakes 9) Radome 10) Starboard side fixed air-to-air refuelling probe 11) Longerons 12) RLG-INS and GPS receiver mounting structure 13) Cockpit floor 14) Shear walls 15) Inclined bulkhead 16) Doors/hatches 17) Canards 18) Mooring points 19) Hauling points 20) Ejection seat brackets 21) Symmetry check-points 22) System installation brackets 23) Air data probes: Nose air data probe (NADP)/side air data probe (SADP)/Angle-of-attack/Angle-of- Side-slip (AOSS) locating points 24) Equipment bay housing the environmental control system (ECS), digital flight-control computer (DFCC), mission avionics, and an on-board oxygen generation system (OBOGS).
Center fuselage section
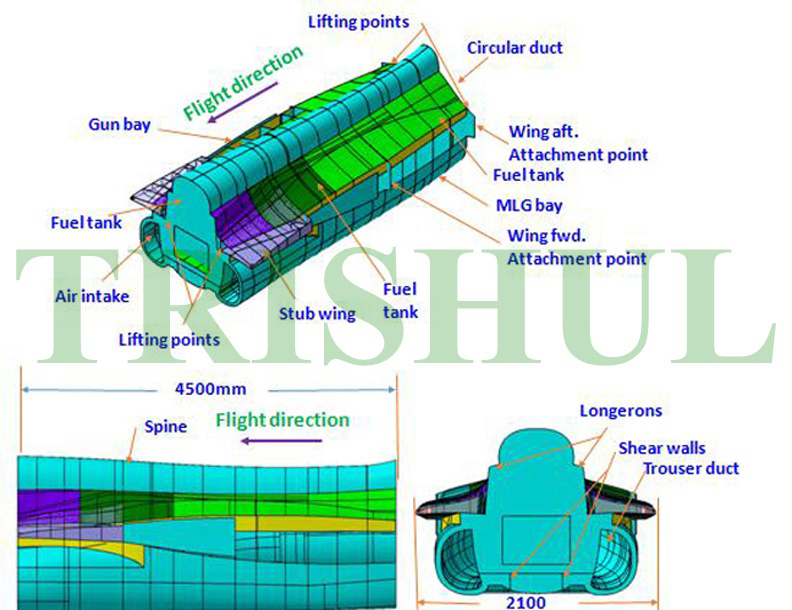
The centre fuselage assembly jig will be made up of modules such as: air-ducts and side-skins, spine, main landing gear bay, shear wall, fuel tanks, and a dividing wall structure. The assembly will comprise approximately 1,600 parts, out of which 40% will be sheet metal, 30% will be machined parts and remaining 30% are to be made of CFCs. The length of the centre fuselage is about 4,500mm with a maximum width of some 2,100mm. The centre fuselage assembly will comprise 15 stations and the it will weigh about 900Kg. Since the centre fuselage section needs to be coupled with the front and rear fuselage sections, the inter -changeability (ICY) media are critical. The centre fuselage assembly will comprise the following: i) Bulkheads 2) Trouser duct 3) Circular duct 4) Side-skin structure 5)Top-skin structure 6) Fuel Bay side-walls 7) Longerons 8) Shear walls 9) Doors and hatches 10) Fuel tanks 11) Main undercarriage 12) Spine structure 13) Wing pick-up points 14) Landing gear doors 15) Gun-bay structure (meaning the Gryazev-Shipunov GSh-23 cannon has been repositioned to the starboard side of the upper centre fuselage) 16) Lifting points 17) Other systems installation inter-changeability requirements 18) Symmetry points.

Rear fuselage section
The Rear fuselage assembly jig will be made up of modules like the engine bay doors, spine and fin attachment, and brake parachute. This assembly will comprise approximately 900 parts, out of which 30% will be sheet metal, 40% will be machined parts and remaining 30% will be made of CFCs. The length of this section will be about 3,300mm with a maximum width of about 1,800mm. The rear fuselage assembly will comprise eight stations and the total shell-weight will be some 400Kg. The rear Fuselage needs to be coupled with the centre fuselage and hence the ICY media are critical. The assembly will include the following: 1) Bulkheads 2) Shear walls 3) Floors 4) Engine mounts 5) Doors 6) Wing attachment points 7) Covers/Hatches 8) Fin attachment points 9) Spine structure 10) Hauling attachment 11) Tie beam 12) Shroud 13) Trailing-edge extension 14) Elevon inboard actuator attachment 15) Symmetry points.

Larsen & Toubro-furnished equipment on the Tejas
OEMs expected to respond to the RFIs will likely include Airbus Military Aircraft, BAE Systems, Leonardo Group’s Alenia Aeronautica subsidiary, Boeing, Dassault Aviation, Lockheed Martin, SaabTech and Russian Aircraft Corp. Subject to a contract award taking place by the year’s end, the three different assembly jigs will begin arriving at HAL by 2022, following which another three years will be required for optimising the design and location of the various mission avionics sub-systems/LRUs and related wiring harnesses, hydraulic pipings, accessories, and skin-level distributed apertures for EW sensors. Consequently, only by late 2026 will be it possible to roll out the first flying prototype of the LCA-AF Mk.2. Add to this 2,000 hours of flight-tests with four flying prototypes over a period of three years. So, for all intents and puposes, the LCA-AF Mk.2 will not enter series-production until 2030.
TRISHUL: LCA-AF Mk.2's Fuselage Design Details Emerge, Plus BVRAAMs, LRAAMs & ASMs Powered By SFDR
@randomradio @vstol Jockey @Falcon
Like I said, we're being extremely optimistic with regard to Mk-2 timelines. And @randomradio was expecting us to start building Mk2 prototypes this year itself.
https://pdfs.semanticscholar.org/fd95/a760d06858325ba702bd98d15dfffbede300.pdf
It can thus be safely inferred that ADA has passed on the Design Applicability List (DAL) and Standard of Preparation (SOP) documentation to HAL for the full-scale engineering-test model of the projected LCA-AF Mk.2, which in turn will be used for optimising the design and location of the various mission avionics sub-systems/LRUs and related wiring harnesses, hydraulic pipings, accessories, and skin-level distributed apertures for sensors of the integrated EW suite, inclusive of radar warning receivers-cum-jamming emitters, laser warning receivers, and missile approach warning systems.
Simply put, jig-less assembly aims at reducing or eliminating the need for product-specific jigs during airframe assembly by developing new assembly concepts, models, tools and procedures. In the new concept of jig-less aircraft assembly, the end locators are replaced by transferring the holes directly on to the part. These holes are made by high-precision machines. In this approach, all the parts will have at least two holes so that one part can be assembled with the adjacent part. These holes are termed as ‘key holes’. In this method, the tooling elements (end locators) are eliminated and only the jig is used as the main assembly structure. This approach reduces the tool manufacturing time, reduces the product-dependent fixture and also increases the accuracy of the assembled product. It also results in a reduction of the number of tools and joints (rivets), and subsequently weight as well. And going hand-in-hand with jig-less assembly is the practice of using modular tooling solutions.
The most common tooling technology for aircraft assembly used today is conventional tooling consisting of steel beams that are welded together. Such toolings are tailored for a specific tooling operation. Since conventional tooling is designed to a specific application, each assembly has its own dedicated tooling, or product-specific tooling. In addition, when building a complex product like a MRCA, the final design is forced by changes that immediately affect the tooling design. This necessitates modifying the tooling/ locating holes or shimmed pick-ups to new locations. Hence, the preferred solution today is modular tooling, which is built for a dedicated purpose as well, but the surrounding system and distance supports are designed from a toolbox of modular components. The framework of modular tooling is screwed together. It thus helps in reducing the cycle-time of assembly, thereby enhancing the production rate. Modular tooling also helps to design jigs/ fixtures that will meet a group of components.
Front fuselage section
The front fuselage assembly jig for the LCA-AF Mk.2 will be made up of various modules like the composite radome, floor assembly, canopy, windscreen, starboard and portside air-intakes, twin canards, starboard and portside wing leading-edge root extensions. The assembly will comprise approximately 1,300 individual parts, out of which 40% are estimated to besheet metal, 30% being machined parts and the remaining 30% being made of carbon-fibre composites (CFC). The length of the assembly is 6,100mm, with a maximum width of about 1,100mm. The assembly will comprise 23 stations, and the entire assembly will weigh some 500kg. The component assembly will comprise the following attachment points: 1) Bulkheads for cockpit avionics 2) Nose landing gear pivot 3) Nose landing gear jack-point 4) Nose landing gear up-lock 5) Windscreen 6) Canopy 7) Wing leading-edge root extensions 8) Air intakes 9) Radome 10) Starboard side fixed air-to-air refuelling probe 11) Longerons 12) RLG-INS and GPS receiver mounting structure 13) Cockpit floor 14) Shear walls 15) Inclined bulkhead 16) Doors/hatches 17) Canards 18) Mooring points 19) Hauling points 20) Ejection seat brackets 21) Symmetry check-points 22) System installation brackets 23) Air data probes: Nose air data probe (NADP)/side air data probe (SADP)/Angle-of-attack/Angle-of- Side-slip (AOSS) locating points 24) Equipment bay housing the environmental control system (ECS), digital flight-control computer (DFCC), mission avionics, and an on-board oxygen generation system (OBOGS).
Center fuselage section
The centre fuselage assembly jig will be made up of modules such as: air-ducts and side-skins, spine, main landing gear bay, shear wall, fuel tanks, and a dividing wall structure. The assembly will comprise approximately 1,600 parts, out of which 40% will be sheet metal, 30% will be machined parts and remaining 30% are to be made of CFCs. The length of the centre fuselage is about 4,500mm with a maximum width of some 2,100mm. The centre fuselage assembly will comprise 15 stations and the it will weigh about 900Kg. Since the centre fuselage section needs to be coupled with the front and rear fuselage sections, the inter -changeability (ICY) media are critical. The centre fuselage assembly will comprise the following: i) Bulkheads 2) Trouser duct 3) Circular duct 4) Side-skin structure 5)Top-skin structure 6) Fuel Bay side-walls 7) Longerons 8) Shear walls 9) Doors and hatches 10) Fuel tanks 11) Main undercarriage 12) Spine structure 13) Wing pick-up points 14) Landing gear doors 15) Gun-bay structure (meaning the Gryazev-Shipunov GSh-23 cannon has been repositioned to the starboard side of the upper centre fuselage) 16) Lifting points 17) Other systems installation inter-changeability requirements 18) Symmetry points.
Rear fuselage section
The Rear fuselage assembly jig will be made up of modules like the engine bay doors, spine and fin attachment, and brake parachute. This assembly will comprise approximately 900 parts, out of which 30% will be sheet metal, 40% will be machined parts and remaining 30% will be made of CFCs. The length of this section will be about 3,300mm with a maximum width of about 1,800mm. The rear fuselage assembly will comprise eight stations and the total shell-weight will be some 400Kg. The rear Fuselage needs to be coupled with the centre fuselage and hence the ICY media are critical. The assembly will include the following: 1) Bulkheads 2) Shear walls 3) Floors 4) Engine mounts 5) Doors 6) Wing attachment points 7) Covers/Hatches 8) Fin attachment points 9) Spine structure 10) Hauling attachment 11) Tie beam 12) Shroud 13) Trailing-edge extension 14) Elevon inboard actuator attachment 15) Symmetry points.
Larsen & Toubro-furnished equipment on the Tejas
OEMs expected to respond to the RFIs will likely include Airbus Military Aircraft, BAE Systems, Leonardo Group’s Alenia Aeronautica subsidiary, Boeing, Dassault Aviation, Lockheed Martin, SaabTech and Russian Aircraft Corp. Subject to a contract award taking place by the year’s end, the three different assembly jigs will begin arriving at HAL by 2022, following which another three years will be required for optimising the design and location of the various mission avionics sub-systems/LRUs and related wiring harnesses, hydraulic pipings, accessories, and skin-level distributed apertures for EW sensors. Consequently, only by late 2026 will be it possible to roll out the first flying prototype of the LCA-AF Mk.2. Add to this 2,000 hours of flight-tests with four flying prototypes over a period of three years. So, for all intents and puposes, the LCA-AF Mk.2 will not enter series-production until 2030.
TRISHUL: LCA-AF Mk.2's Fuselage Design Details Emerge, Plus BVRAAMs, LRAAMs & ASMs Powered By SFDR
@randomradio @vstol Jockey @Falcon
Like I said, we're being extremely optimistic with regard to Mk-2 timelines. And @randomradio was expecting us to start building Mk2 prototypes this year itself.

The release of global RFIs on January 19, 2019 by India’s state-owned Hindustan Aeronautics Ltd (HAL) for the supply of three separate aircraft fuselage assembly jigs (one unit of each type) meant for fabricating the front, centre and rear fuselage sections of a single full-scale engineering-test model of the projected LCA-AF Mk.2 multi-role combat aircraft (MRCA) is indicative of what the DRDO’s Bengaluru-based Aeronautical Development Agency (ADA) had proposed back in 2014, and which can be viewed here:
https://pdfs.semanticscholar.org/fd95/a760d06858325ba702bd98d15dfffbede300.pdf
It can thus be safely inferred that ADA has passed on the Design Applicability List (DAL) and Standard of Preparation (SOP) documentation to HAL for the full-scale engineering-test model of the projected LCA-AF Mk.2, which in turn will be used for optimising the design and location of the various mission avionics sub-systems/LRUs and related wiring harnesses, hydraulic pipings, accessories, and skin-level distributed apertures for sensors of the integrated EW suite, inclusive of radar warning receivers-cum-jamming emitters, laser warning receivers, and missile approach warning systems.
Simply put, jig-less assembly aims at reducing or eliminating the need for product-specific jigs during airframe assembly by developing new assembly concepts, models, tools and procedures. In the new concept of jig-less aircraft assembly, the end locators are replaced by transferring the holes directly on to the part. These holes are made by high-precision machines. In this approach, all the parts will have at least two holes so that one part can be assembled with the adjacent part. These holes are termed as ‘key holes’. In this method, the tooling elements (end locators) are eliminated and only the jig is used as the main assembly structure. This approach reduces the tool manufacturing time, reduces the product-dependent fixture and also increases the accuracy of the assembled product. It also results in a reduction of the number of tools and joints (rivets), and subsequently weight as well. And going hand-in-hand with jig-less assembly is the practice of using modular tooling solutions.
The most common tooling technology for aircraft assembly used today is conventional tooling consisting of steel beams that are welded together. Such toolings are tailored for a specific tooling operation. Since conventional tooling is designed to a specific application, each assembly has its own dedicated tooling, or product-specific tooling. In addition, when building a complex product like a MRCA, the final design is forced by changes that immediately affect the tooling design. This necessitates modifying the tooling/ locating holes or shimmed pick-ups to new locations. Hence, the preferred solution today is modular tooling, which is built for a dedicated purpose as well, but the surrounding system and distance supports are designed from a toolbox of modular components. The framework of modular tooling is screwed together. It thus helps in reducing the cycle-time of assembly, thereby enhancing the production rate. Modular tooling also helps to design jigs/ fixtures that will meet a group of components.
Front fuselage section
The front fuselage assembly jig for the LCA-AF Mk.2 will be made up of various modules like the composite radome, floor assembly, canopy, windscreen, starboard and portside air-intakes, twin canards, starboard and portside wing leading-edge root extensions. The assembly will comprise approximately 1,300 individual parts, out of which 40% are estimated to besheet metal, 30% being machined parts and the remaining 30% being made of carbon-fibre composites (CFC). The length of the assembly is 6,100mm, with a maximum width of about 1,100mm. The assembly will comprise 23 stations, and the entire assembly will weigh some 500kg. The component assembly will comprise the following attachment points: 1) Bulkheads for cockpit avionics 2) Nose landing gear pivot 3) Nose landing gear jack-point 4) Nose landing gear up-lock 5) Windscreen 6) Canopy 7) Wing leading-edge root extensions 8) Air intakes 9) Radome 10) Starboard side fixed air-to-air refuelling probe 11) Longerons 12) RLG-INS and GPS receiver mounting structure 13) Cockpit floor 14) Shear walls 15) Inclined bulkhead 16) Doors/hatches 17) Canards 18) Mooring points 19) Hauling points 20) Ejection seat brackets 21) Symmetry check-points 22) System installation brackets 23) Air data probes: Nose air data probe (NADP)/side air data probe (SADP)/Angle-of-attack/Angle-of- Side-slip (AOSS) locating points 24) Equipment bay housing the environmental control system (ECS), digital flight-control computer (DFCC), mission avionics, and an on-board oxygen generation system (OBOGS).
Center fuselage section
The centre fuselage assembly jig will be made up of modules such as: air-ducts and side-skins, spine, main landing gear bay, shear wall, fuel tanks, and a dividing wall structure. The assembly will comprise approximately 1,600 parts, out of which 40% will be sheet metal, 30% will be machined parts and remaining 30% are to be made of CFCs. The length of the centre fuselage is about 4,500mm with a maximum width of some 2,100mm. The centre fuselage assembly will comprise 15 stations and the it will weigh about 900Kg. Since the centre fuselage section needs to be coupled with the front and rear fuselage sections, the inter -changeability (ICY) media are critical. The centre fuselage assembly will comprise the following: i) Bulkheads 2) Trouser duct 3) Circular duct 4) Side-skin structure 5)Top-skin structure 6) Fuel Bay side-walls 7) Longerons 8) Shear walls 9) Doors and hatches 10) Fuel tanks 11) Main undercarriage 12) Spine structure 13) Wing pick-up points 14) Landing gear doors 15) Gun-bay structure (meaning the Gryazev-Shipunov GSh-23 cannon has been repositioned to the starboard side of the upper centre fuselage) 16) Lifting points 17) Other systems installation inter-changeability requirements 18) Symmetry points.
Rear fuselage section
The Rear fuselage assembly jig will be made up of modules like the engine bay doors, spine and fin attachment, and brake parachute. This assembly will comprise approximately 900 parts, out of which 30% will be sheet metal, 40% will be machined parts and remaining 30% will be made of CFCs. The length of this section will be about 3,300mm with a maximum width of about 1,800mm. The rear fuselage assembly will comprise eight stations and the total shell-weight will be some 400Kg. The rear Fuselage needs to be coupled with the centre fuselage and hence the ICY media are critical. The assembly will include the following: 1) Bulkheads 2) Shear walls 3) Floors 4) Engine mounts 5) Doors 6) Wing attachment points 7) Covers/Hatches 8) Fin attachment points 9) Spine structure 10) Hauling attachment 11) Tie beam 12) Shroud 13) Trailing-edge extension 14) Elevon inboard actuator attachment 15) Symmetry points.
Larsen & Toubro-furnished equipment on the Tejas
OEMs expected to respond to the RFIs will likely include Airbus Military Aircraft, BAE Systems, Leonardo Group’s Alenia Aeronautica subsidiary, Boeing, Dassault Aviation, Lockheed Martin, SaabTech and Russian Aircraft Corp. Subject to a contract award taking place by the year’s end, the three different assembly jigs will begin arriving at HAL by 2022, following which another three years will be required for optimising the design and location of the various mission avionics sub-systems/LRUs and related wiring harnesses, hydraulic pipings, accessories, and skin-level distributed apertures for EW sensors. Consequently, only by late 2026 will be it possible to roll out the first flying prototype of the LCA-AF Mk.2. Add to this 2,000 hours of flight-tests with four flying prototypes over a period of three years. So, for all intents and puposes, the LCA-AF Mk.2 will not enter series-production until 2030.
TRISHUL: LCA-AF Mk.2's Fuselage Design Details Emerge, Plus BVRAAMs, LRAAMs & ASMs Powered By SFDR
@randomradio @vstol Jockey @Falcon
Like I said, we're being extremely optimistic with regard to Mk-2 timelines. And @randomradio was expecting us to start building Mk2 prototypes this year itself.
We can build that 4 prototypes by conventional method and do the next 3 year job simultaneously while selecting the jigs .
Or
We could directly go onto Amca with development vpartner instead.
We can build that 4 prototypes by conventional method and do the next 3 year job simultaneously while selecting the jigs .
Or
We could directly go onto Amca with development vpartner instead.
Or
We could build a mining base on Moon and use it as a launch pad for manned missions to Europa and Titan.

Or
We could build a mining base on Moon and use it as a launch pad for manned missions to Europa and Titan.
Why should Mk2 wait for jig s to arrive in 2022 to make PROTOTYPES ?
When design is already completed .
Why should Mk2 wait for jig s to arrive in 2022 to make PROTOTYPES ?
When design is already completed ?
Then what will you make prototypes in?
twitter strategic frontier has posted 700 mm increase in length..
while some members think its more than 1 meter length..
The mistake is when people compare the fuselage length of MK2 which is 13.9m against the total length of MK1 which is 13.2m. MK2 will have a total length over 14.1m when the engine nozzle length is added. Hence the 1m total fuselage extension figire is more accurate.
Why should Mk2 wait for jig s to arrive in 2022 to make PROTOTYPES ?
When design is already completed .
Then what will you make prototypes in?
Traditionally, HAL doesn't do any bidding for jigs used to build the prototypes. They are not industrial based jigs that can churn out high numbers, as these will continue getting modified over the course of prototype fabrication. Same was the case for Mk1, and all other HAL projects. The first few proto types are built on experimental jigs that are made by a regular vendor in close coordination with HAL. I cant claim this will be same case for MK2, but this is how it's done usually and not just by HAL because you cant place huge orders for jigs until the prototype clears primary test parameters and design objectives.
Good Day!
Like I said, we're being extremely optimistic with regard to Mk-2 timelines. And @randomradio was expecting us to start building Mk2 prototypes this year itself.
It's exactly as I said. These jigs are necessary for final assembly, and that will happen in 2021. The time now will be spent in manufacturing the landing carriage and avionics, building the fuselage parts, wings etc. Assembly time will be about 6-9 months only, where they will bring all the finished fuselage parts together and that's where these imported jigs will come in.
What's significant about this tender is the design has been frozen and production will soon start, if it hasn't already.
It's exactly as I said. These jigs are necessary for final assembly, and that will happen in 2021. The time now will be spent in manufacturing the landing carriage and avionics, building the fuselage parts, wings etc. Assembly time will be about 6-9 months only, where they will bring all the finished fuselage parts together and that's where these imported jigs will come in.
What's significant about this tender is the design has been frozen and production will soon start, if it hasn't already.
Provided the deal for the jigs is signed this year, let's give the vendors ~2 years to deliver them. Meaning 2021.
Assembling of the first Gripen E prototype began in 2013, and first flight of the prototype happened nearly 4 years later in 2017. I don't see how you think Mk-2 prototype will be ready in less than 1 year.
If we assume Tejas Mk-2 development to happen in a similar timeframe as development of Gripen E, then I don't see Mk-2 first flight anytime before 2025. Let's be generous and assume IOC after ~1-2 years of flight testing. Don't see Series Production happening before 2030 give or take a couple years.
All this is ofcourse, assuming that everything happens on schedule and without any unforeseen delays (which we'd have to be crazy to not consider).
Provided the deal for the jigs is signed this year, let's give the vendors ~2 years to deliver them. Meaning 2021.
The jigs will take months, not years.
Assembling of the first Gripen E prototype began in 2013, and first flight of the prototype happened nearly 4 years later in 2017. I don't see how you think Mk-2 prototype will be ready in less than 1 year.
An LCA Mk1 is assembled in 9 months, and it's being reduced to below 7 months. Gripen E prototype may have begun construction in 2013, but assembly would have taken significantly less than 1 year.
If we assume Tejas Mk-2 development to happen in a similar timeframe as development of Gripen E, then I don't see Mk-2 first flight anytime before 2025. Let's be generous and assume IOC after ~1-2 years of flight testing. Don't see Series Production happening before 2030 give or take a couple years.
Once production starts there won't be any big problems until flight testing begins. The plan is to get it flying in 2022, IOC in 2025. So a full squadron will be raised by 2027-28. If IOC is delayed by 2 years, you can expect squadron delivery by 2029-30. HAL plans to make 24 a year at the minimum, so all 201 will take 8 years to fully deliver, so IAF's orders will be fulfilled by 2035, same as MMRCA's time frame of 12 years for 114 jets.
The jigs will take months, not years.
Jigs are more than a metal frame for holding the fuselage and its not coming off a hot production line. The tooling will all have to be custom-manufactured to our specification.
An LCA Mk1 is assembled in 9 months, and it's being reduced to below 7 months. Gripen E prototype may have begun construction in 2013, but assembly would have taken significantly less than 1 year.
You're talking about assembling an aircraft already in production. I'm talking of manufacturing and putting together the first prototype and getting it ready for flight testing. A process that took SAAB four years.
Once production starts there won't be any big problems until flight testing begins. The plan is to get it flying in 2022
So again, you want HAL to do something in 1-2 years what took SAAB almost 4 ?